
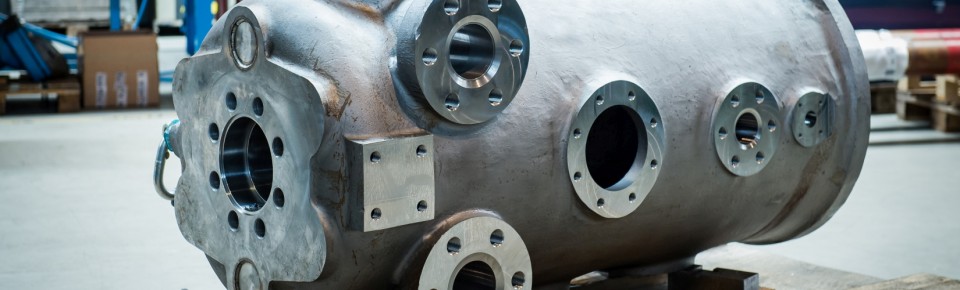
Re-engineering has increased the reliability of reciprocating compressor cylinders and allowed our customer to increase production. The cylinders are part of ammonia gas (NH3) compressors that originate from the 1960’s. Over time, the ammonia gas has deteriorated the cylinders. The valve seats have been damaged and because of that the reliability of the machine could not be granted.
New cylinders for this compressor were not available. To keep the compressors running, the customer contacted Maintenance Partners.
Customer Request: Extend Lifetime at increased production
Our customer did not only ask us to renew the cylinders, but also asked to extend the lifetime at an increased level of production. This question fits seamlessly with our vision of Engineered Services maintenance and reliability solutions for rotating equipment are the foundation for improving reliability, output and efficiency of the production process.


Re-Engineering
Study of materials
MP’s engineering department first performed a re-engineering study to define the opportunities for improvement. The first step was an extensive material study to determine which material was the most fitting for the customer’s demand. The new material had to be able to resist the product and an increased pressure, allowing for the increase in durability.
Afterwards, the existing compressor was fully scanned in 3D, after which technical drawings were made. The drawings were used to make a casting model and draw up the casting procedure. The pieces were cast by an external supplier.
Machining
The castings were checked for dimensions and any casting errors. Our engineering department created the necessary procedures for machining the castings and special tools were developed for the machining.
In MP’s workshop, the castings were machined by the Tos Varnsdorf boring machine. A CNC controlled head was used to machine the inside of cylinders.
Quality check – Pressure Testing
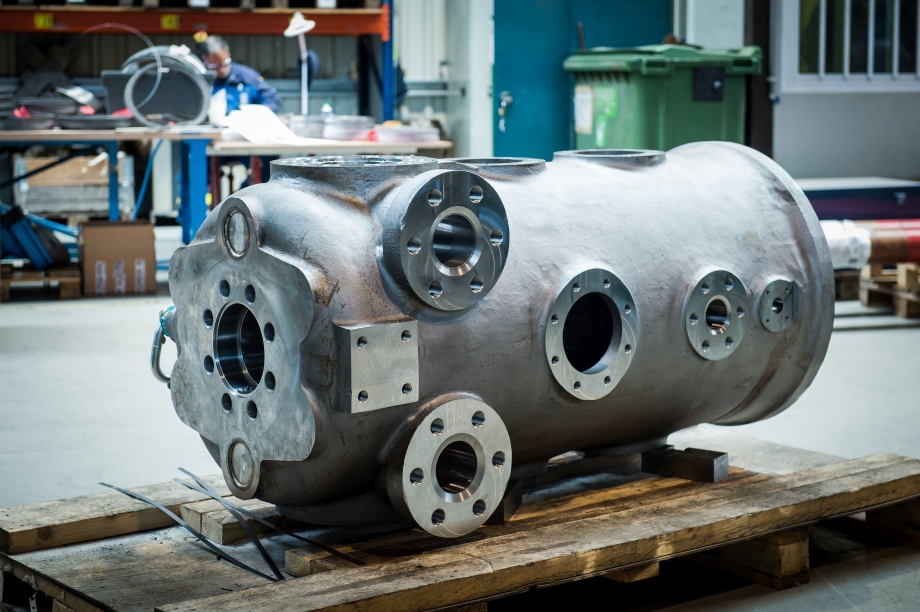
When the machining was finished, each cylinder was tested at cooling water presssure (16 bar) and tested at process pressure (162 bar). After the pressure tests, the cylinders were transported to the customer for installation onsite by MP’s field teams.
Benefits for Customer
Thanks to the re-engineering of the cylinders, the compressors have been fully adapted to the customer’s process and product. Moreover, the reliability is also guaranteed at an increased pressure and production.
Contact us
Do you want to know how re-engineering can improve the reliability and output of your machines? Contact us at +32(0)3 541 71 40 or send us a message using the form below: